



- Industrial Machinery
- Sorting Machine Market
Sorting Machine Market Size, Share, and Growth Forecast, 2026 - 2033
Sorting Machine Market by Product Type (Optical, Gravity/Weight, Others), Technology (Camera-based, Laser, X-ray, NIR, Others), Application (Food & Beverage, Recycling & Waste Management, Others), End-user (Industrial Manufacturing Facilities, Others), and Regional Analysis for 2026 - 2033
Sorting Machine Market Size and Trends Analysis
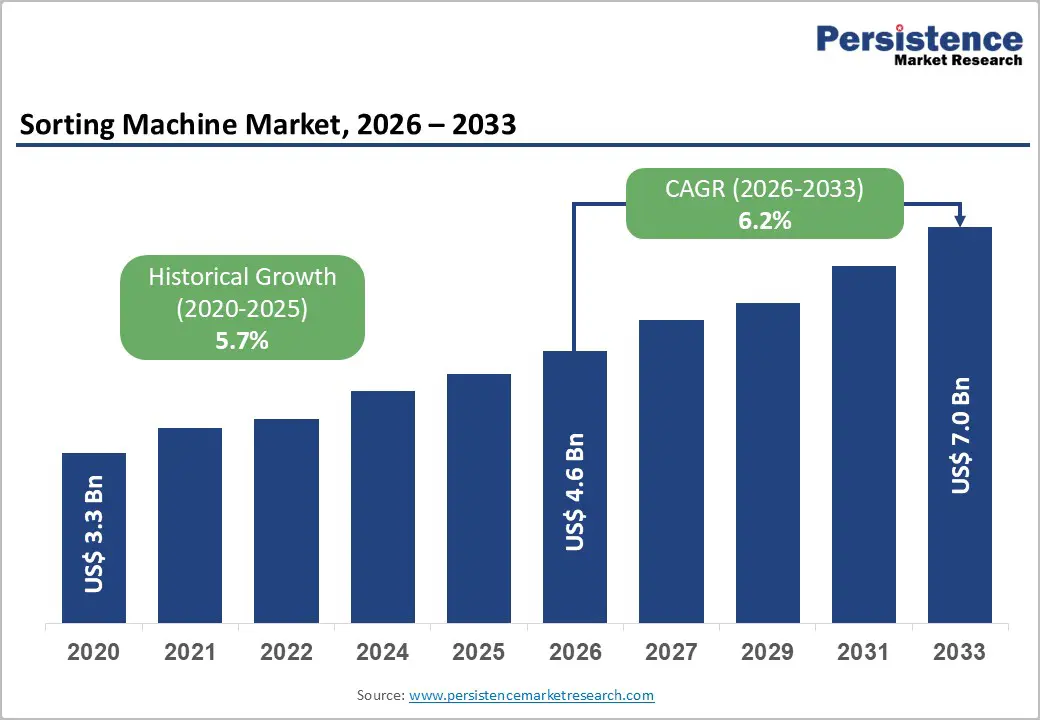
The global sorting machine market size is likely to be valued at US$4.6 billion in 2026, and is expected to reach US$7.0 billion by 2033, growing at a CAGR of 6.2% during the forecast period from 2026 to 2033, driven by the increasing prevalence of automation in processing lines, rising demand for high-precision sorting in food safety and recycling, and advancements in AI-enabled detection technologies, along with rising demand for efficient, contactless sorting machines, particularly in food & beverage and waste management sectors, is driving widespread adoption.
Advances in optical and robotic technologies enable higher accuracy and throughput, while growing emphasis on quality control and sustainability in emerging regions continues to fuel market growth.
Key Industry Highlights:
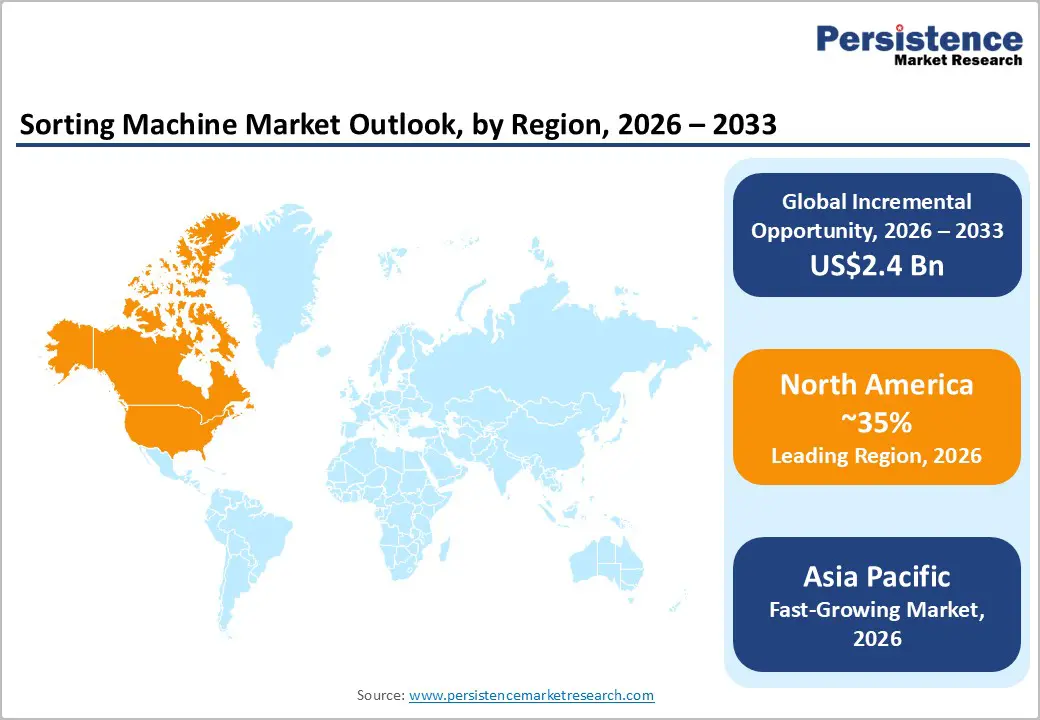
- Leading Region: North America, anticipated to account for a 35% market share in 2026, driven by automation upgrades, replacement demand, AI adoption, and regulatory pressure.
- Fastest-growing Region: Asia Pacific, fueled by e-commerce logistics boom, rising awareness of waste segregation, and growing investments in mining automation.
- Dominant Product Type: Optical sorters, to hold approximately 45% of the market share, as it provides non-contact, high-speed color and shape sorting.
- Leading Technology: Camera-based, to account for over 40% of the market revenue, due to cost-effectiveness and versatility in multiple applications.
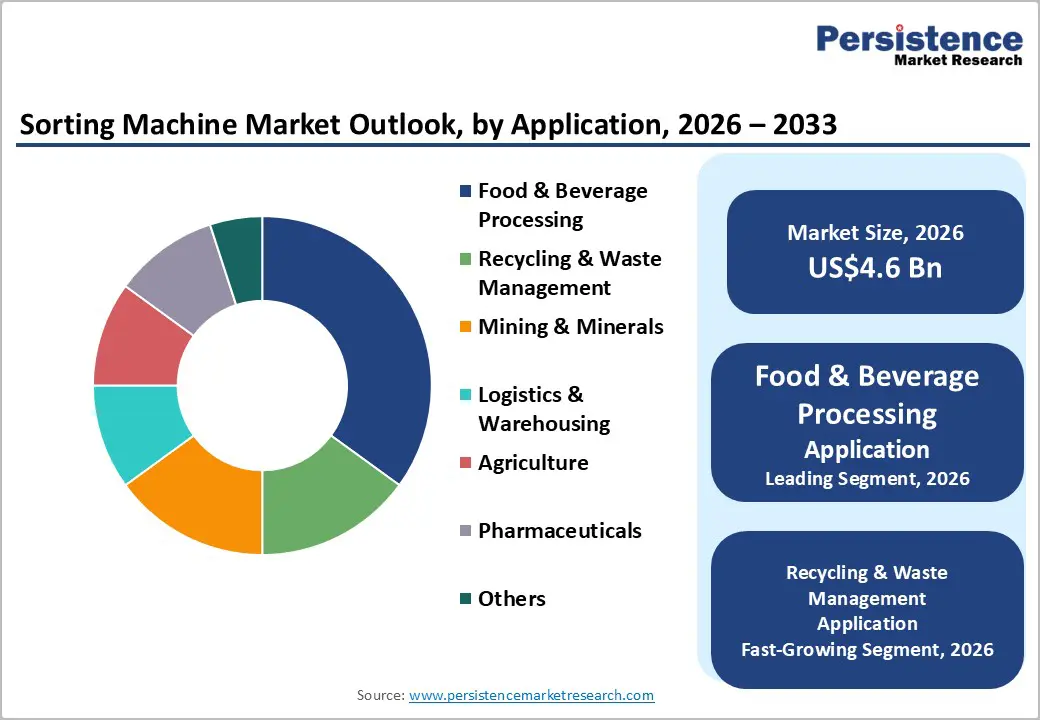
- Leading Application: Food & beverage, to contribute nearly 35% of the market revenue, due to stringent quality standards and defect removal needs.
- Leading End-user: Food processing plants, to account for approximately 30% revenue share, due to continuous production requiring inline sorting.
| Key Insights | Details |
|---|---|
|
Sorting Machine Market Size (2026E) |
US$4.6 Bn |
|
Market Value Forecast (2033F) |
US$7.0 Bn |
|
Projected Growth (CAGR 2026 to 2033) |
6.2% |
|
Historical Market Growth (CAGR 2020 to 2025) |
5.7% |
Market Factors - Growth, Barriers, and Opportunity Analysis
Rising Prevalence of Automation in Processing Lines and Demand for High-Precision Sorting
The rapid adoption of automation across industries is a major driver accelerating the growth of the sorting machine market. Companies in manufacturing, food processing, logistics, recycling, and pharmaceuticals are increasingly investing in automated sorting systems to enhance operational efficiency and maintain consistent product quality. Automated sorting machines significantly reduce dependence on manual labor, which is often slow, error-prone, and costly, especially in high-volume production environments. By operating continuously with high speed and precision, these machines enable businesses to process larger quantities of materials within shorter timeframes. Satake Corporation, a leading global manufacturer of food processing and sorting equipment, produces advanced optical sorting machines used by food processors to automate grading and quality control of grains, nuts, and other food products. These systems use full-color cameras, near-infrared sensors, and AI-assisted algorithms to detect and remove defective or contaminated items at high speed and with high precision.
Automation also supports improved accuracy and repeatability. Advanced sorting machines equipped with sensors, cameras, and intelligent software can detect defects, foreign materials, size variations, or color differences with a level of consistency that manual inspection cannot achieve. This ensures uniform output quality, minimizes material waste, and improves the overall yield. In sectors such as food and beverages or pharmaceuticals, where strict quality and safety standards apply, automated sorting plays a critical role in meeting compliance requirements.
High Development and Integration Costs
Technical complexity and maintenance requirements represent a significant restraint in the sorting machine market, particularly for advanced automated and optical sorting systems. Modern sorting machines rely on a combination of high-resolution cameras, sensors, lighting systems, software algorithms, and mechanical components that must work together with precise coordination. Setting up these systems requires specialized technical knowledge to calibrate sensors, configure software parameters, and align hardware with specific material characteristics. For many end-users, especially small and mid-sized manufacturers, this complexity creates a barrier to adoption.
Ongoing maintenance further adds to operational challenges. Sorting machines require regular cleaning, recalibration, and software updates to maintain accuracy and reliability. In industries such as food processing, recycling, or mining, dust, moisture, and material residue can interfere with sensors and optics, leading to reduced performance if not properly maintained. Unexpected downtime caused by component failure or system misalignment can disrupt production schedules and increase costs. TOMRA Sorting Solutions, a leading provider of optical sorters used in recycling plants, highlights that these machines require regular and detailed maintenance to operate optimally. Modern optical sorters consist of many precision components, including high-resolution sensors, illumination units, air valve blocks, and control software that must all be kept in precise calibration.
Integration of Artificial Intelligence (AI) and Machine Learning (ML) in Sorting Machines
The integration of AI and machine learning (ML) is transforming sorting machines from simple mechanized devices into smart automation systems capable of autonomous decision-making and adaptive performance. AI-enabled sorting machines use computer vision, deep learning, and sensor fusion to analyze materials in real time, recognize subtle differences in color, shape, or composition, and then make accurate classification decisions without human intervention. This dramatically increases sorting accuracy, reduces error rates, and enables operations to handle complex inputs such as mixed recyclables, agricultural products, or diverse e-commerce parcels with unprecedented precision.
Industry data confirms this shift, nearly 45% of newly installed sorting systems now incorporate AI-based technologies, and about 48% of installations feature AI-driven vision systems that achieve sorting accuracy above 99.7% reflecting strong adoption in sectors such as food processing, recycling, and logistics. Amazon has introduced an AI-powered sorting robot as part of its “warehouse of the future” initiative. The robot leverages advanced artificial intelligence to classify packages and streamline workflows, boosting efficiency, reliability, and throughput while decreasing dependence on manual labor in large fulfillment centers.
Category-wise Analysis
Product Type Insights
Optical sorters are anticipated to dominate the market, accounting for approximately 45% of the market share in 2026. High accuracy, speed, and versatility across diverse industries are anticipated to drive the segment. Optical sorters use advanced imaging technologies such as cameras, near-infrared (NIR), and hyperspectral sensors to detect and remove defects, contaminants, or unwanted items based on color, shape, and chemical composition. This level of precision is difficult to achieve with mechanical or manual methods, making optical systems especially valuable in food processing, recycling, and mining, where quality and purity are critical. In recycling, companies such as Cimbria (Denmark) launched new optical sorters in July 2024 capable of sorting plastics with up to 99.99% purity, demonstrating how optical technology is being developed to meet the rising industry demands for precise, high-speed material separation.
Robotic sorters are likely to be the fastest-growing segment, due to their ability to provide unmatched flexibility, speed, and automation benefits that traditional systems cannot match. Robotic sorters, including autonomous mobile robots (AMRs) and robotic arms, can adapt to varying item types, sizes, and workflows without extensive reconfiguration, which is critical in high-volume and dynamic environments such as e-commerce warehouses and logistics hubs. Their ability to operate 24/7 with high precision reduces reliance on human labor, addresses workforce shortages, and significantly improves throughput and accuracy for modern supply chains, driven by fast delivery expectations and omni-channel retail. Amazon Robotics has heavily invested in robotic systems across its fulfillment centers, using mobile and arm-based robots to automate sorting and handling operations, boosting speed and accuracy in package flow to meet rising delivery demands.
Technology Insights
The camera-based segment leads the market, holding approximately 40% of the share in 2026, driven by affordability, large deployment programs, and strong global demand for visual inspection. Their dominance continues as processors expand basic color sorting. Rising adoption of laser hybrids and expanded AI implementation campaigns highlight the growing focus on multi-tech efficiency. Blizzard free-fall pulsed LED optical sorting machine from TOMRA Sorting Solutions uses camera-based imaging with pulsed LEDs to detect and remove unwanted discolorations, foreign material, and shape defects in food products such as frozen fruits and vegetables. It captures visual data using high-speed cameras and uses that information to guide precise air jets that reject defects while maintaining high throughput, improving product quality, and reducing labor costs for processors.
AI & machine vision-enabled segment is the fastest-growing, due to strong momentum in intelligent sorting and expanding inclusion of deep learning in complex streams. The growing shift toward adaptive, self-learning platforms, along with better accuracy, accelerates the adoption. Advancements in neural networks and continued progress of cloud-integrated vision entering factory trials drive market growth. Justra AI optical sorting machine from MSW Technology Group, which integrates deep learning algorithms with high-speed cameras and spectral sensors to identify and separate materials such as plastics, metals, and paper in complex waste streams with extremely high recognition accuracy (>99.5%) and sorting purity (>98%).
Application Insights
Food & beverage processing is anticipated to lead with over 35% of the revenue share in 2026, due to the critical need for food safety, quality control, and defect removal. Sorting machines are widely used to inspect and separate grains, fruits, vegetables, nuts, and processed foods, ensuring compliance with stringent regulations such as FSMA in the U.S. and EU food safety standards. These machines improve product uniformity, reduce waste, and enhance operational efficiency on high-volume production lines. Key Technology’s COMPASS® optical sorter is deployed in frozen vegetable and processed protein lines to remove foreign materials and defective products, ensuring consistent quality and safety.
Recycling & waste management is the fastest-growing application segment in the sorting machine market due to increasing global emphasis on material recovery, sustainability goals, and circular economy initiatives. Waste streams are becoming more complex, mixing plastics, metals, paper, organics, and e-waste, which drives demand for advanced multi-sensor and AI-enabled sorting systems that can efficiently segregate materials with high purity. Automated sorting improves recovery rates, reduces landfill waste, and enables valuable recyclates to be reused in manufacturing. The ROAF fully automated waste sorting plant in Norway uses 16 TOMRA AUTOSORT optical sorters to process up to 40 tons of municipal waste per hour, recovering plastics, paper, and organics with high accuracy, showcasing real industry deployment of sorting technology in recycling.
End-user Insights
Food processing plants are likely to dominate the market, with approximately 30% share in 2026, due to the high volume of quality control and strong global emphasis on food safety. Regular defect removal schedules, hygiene requirements, and widespread access to inline sorters drive consistent demand. Rising focus on recycling centers and mining operations further strengthens food leadership. Duravant’s food sorting and handling solutions portfolio has launched advanced optical sorters, such as the COMPASS and VERYX series, specifically designed for processed protein and frozen food products. These systems automatically detect and remove foreign materials (such as plastic, metal, and glass) and various product defects (such as uncooked or misshapen portions) from production lines, helping processors ensure high quality and food safety compliance before packaging.
Recycling centers are anticipated to be the fastest-growing field, driven by the rising need for material recovery, vulnerability to mixed waste, and expanding adoption of multi-sensor systems. Improved purity, tailored algorithms, and enhanced plastic-metal separation support the rapid uptake of circular economy initiatives. The growing use of warehouses, construction, and other sectors in sustainability further accelerates market growth. The Site Zero recycling facility in Sweden uses Tomra’s AI-enabled Autosort machines to handle complex mixed waste streams. Equipped with multi-sensor technology, including near-infrared (NIR), laser, and visual cameras, these machines can separate plastics, metals, and other materials with high accuracy. The facility processes around 200,000 tons of post-consumer plastic per year, improving purity and recovery rates for circular economy applications. By integrating deep-learning algorithms, the system adapts to variations in waste composition, enabling faster and more precise sorting than traditional methods.
Regional Insights
North America Sorting Machine Market Trends
North America is projected to dominate and account for nearly 35% of the market share in 2026, driven by the region’s advanced automation infrastructure, strong research and development capabilities, and high public awareness of efficiency benefits. Processing systems in the U.S. and Canada provide extensive support for sorting operations, ensuring wide accessibility of sorting machines across food, recycling, and mining industries. Increasing demand for optical, convenient, and easy-to-integrate forms is further accelerating adoption, as these formats improve throughput and reduce barriers associated with manual methods.
Innovation in sorting machine technology, including stable AI vision, improved multi-sensor delivery, and targeted robotic enhancement, is attracting significant investments from both public and private sectors. Government initiatives and sustainability campaigns continue to promote the use of sustainable practices against labor shortages, waste reduction, and emerging circular economy challenges, creating sustained market demand. The growing focus on laser-based sorting technologies and warehouse applications, particularly for logistics and others, is expanding the target applications for sorting machines.
Europe Sorting Machine Market Trends
Europe is supported by increasing awareness of sustainability benefits, strong processing systems, and government-led circular programs. Countries such as Germany, France, and the U.K. have well-established industrial frameworks that support routine sorting and encourage the adoption of innovative machine delivery methods, including sorting machines. These efficient formulations are particularly appealing for recycling populations, regulation-conscious operators, and food users, improving purity and coverage rates.
Technological advancements in sorting machine development, such as enhanced AI detection, application-targeted delivery, and improved low-energy grades, are further boosting market potential. European authorities are increasingly supporting research and trials for machines against both routine and specialized needs, strengthening market confidence. The growing emphasis on convenient, retrofit options is aligned with the region’s focus on preventing waste and reducing landfill. Public awareness campaigns and transition drives are expanding reach in both urban and rural areas, while manufacturers are investing in sensors and novel algorithms to increase efficacy.
Asia Pacific Sorting Machine Market Trends
Asia Pacific is likely to be the fastest-growing market for sorting machines in 2026, driven by rising automation awareness, increasing government initiatives, and expanding application programs across the region. Countries such as India, China, Japan, and Southeast Asian nations are actively promoting processing campaigns to address food safety and emerging waste needs. Sorting machines are particularly attractive in these regions due to their scalable administration, ease of integration, and suitability for large-scale manufacturing drives in both urban and rural populations.
Technological advancements are supporting the development of stable, effective, and easy-to-deploy sorting machines, which can withstand challenging operational conditions and minimize downtime dependence. These innovations are critical for reaching remote facilities and improving overall yield coverage. Growing demand for food & beverage, recycling, and mining applications is contributing to market expansion. Public-private partnerships, increased industrial expenditure, and rising investments in sensor research and manufacturing capacity are further accelerating growth. The convenience of machine delivery, combined with improved accuracy and reduced risk of errors, positions sorting machines as a preferred choice.
Competitive Landscape
The global sorting machine market features competition between established automation leaders and emerging sensor specialists. In North America and Europe, Bühler Sortex and Sesotec lead through strong R&D, distribution networks, and industry ties, bolstered by innovative optics and processing programs. In Asia Pacific, Satake Corporation advances with localized solutions, enhancing accessibility. AI-enhanced sorting solutions boost precision, reduce error rates, and enable mass deployments across regions. Strategic partnerships, collaborations, and acquisitions merge expertise, expand sensor lines, and speed commercialization. Multi-sensor formulations solve complexity issues, aiding penetration in regulated areas.
Key Industry Developments
- In December 2025, Ayla launched a strategic sustainability initiative aimed at encouraging the recycling of plastic and metal bottles through the deployment of three smart waste-sorting machines. Developed in collaboration with Our Environment, a youth-led Jordanian startup specializing in smart recycling solutions, the initiative is supported by the Ministry of Digital Economy and Entrepreneurship and Plan International. This initiative reinforces Ayla’s long-term commitment to environmental sustainability and to advancing Jordan’s green economy ecosystem.
- In November 2025, GOFO, a fast-growing last-mile delivery provider, implemented a strategic infrastructure upgrade with the installation of a state-of-the-art double cross-belt sorting system at its Amsterdam hub, which became operational in April. This investment forms a core component of GOFO’s broader network optimization strategy, strengthening the resilience and operational efficiency of its Dutch operations and ensuring reliable performance during peak demand periods.
Companies Covered in Sorting Machine Market
- BarcoVision
- Daewon GSE
- BT-Wolfgang Binder
- Dematic
- Bühler Sortex
- Sesotec
- Raytec Vision
- Concept Engineers
- Satake Corporation
- CP Global
- National Recovery Technologies
- GREEFA
- Allgaier Werke
Frequently Asked Questions
The global sorting machine market is projected to reach US$4.6 billion in 2026.
The rising prevalence of automation in processing lines and demand for high-precision sorting are key drivers.
The sorting machine market is poised to witness a CAGR of 6.2% from 2026 to 2033.
Advancements in AI-enabled and multi-sensor delivery platforms are the key opportunities.
Bühler Sortex, Sesotec, Satake Corporation, Raytec Vision, and Dematic are the key players.





